
如何分辨土工膜的好坏
一、材料生产工艺方面
在HDPE土工膜的生产工艺方面,目前国内,包括国际范围内共有两种生产方式,分别为吹膜工艺,以及平挤工艺。目前国际上85%的现有土工膜产线及绝大多数的新建土工膜产线,都是吹膜工艺生产线,这是因为吹膜工艺相比较平挤工艺来说,有如下几点优势:
1)对于光面土工膜来说:
两种不同生产工艺对土工膜树脂原料的要求不同,平挤工艺树脂原料的熔融指数一般为0.11g/10min(测试方法ASTMD1238Cond.E),吹膜工艺树脂原料的熔融指数一般为1.0g/10min(测试方法ASTMD1238Cond.E)。这是因为吹膜工艺对树脂原料的要求更高,对原料的熔融指数要求更高,此种方式生产出的土工膜产品的拉伸延展性能也更好,从现场实际施工的层面来说,拉伸延展性能更好的HDPE土工膜能更好的对外部加载负荷(填埋垃圾、重型机械等)进行受力。
2)对于糙面土工膜来说:吹膜工艺为一步成形法,生产时通过加吹氮气方式形成土工膜糙面,成品为一整体,糙点不易剥落。平挤工艺为两步成形法,先将光面土工膜生产完成后通过喷淋粗糙颗粒的方式在光面上形成糙面,成品不是整体材料,糙点易剥落,大大增加滑坡事故的可能性,后果不堪设想。此外,更重要的是,吹膜工艺可以根据不同垃圾填埋工程的不同地形地势要求,通过调节吹氮压强、方向等方式,生产出糙面高度更高的糙面土工膜产品,产品摩擦力更大,边坡稳定性更好,安全系数更高,从而能更好的满足工程要求。举例来说,标准指标中对糙面土工膜的糙面高度要求为0.25mm,吹膜工艺可以生产出0.5mm(较常用)及0.75mm(一般常用)的糙面土工膜产品,而平挤工艺由于其工艺本身的缺陷问题,致使生产出的产品具有很大的局限性,糙面土工膜的糙面高度是不可控的。再加上平挤工艺生产出的糙面土工膜糙点和膜本身不为整体,糙点易剥落,从以往经验来看,一般不推荐使用平挤工艺生产的土工膜产品。
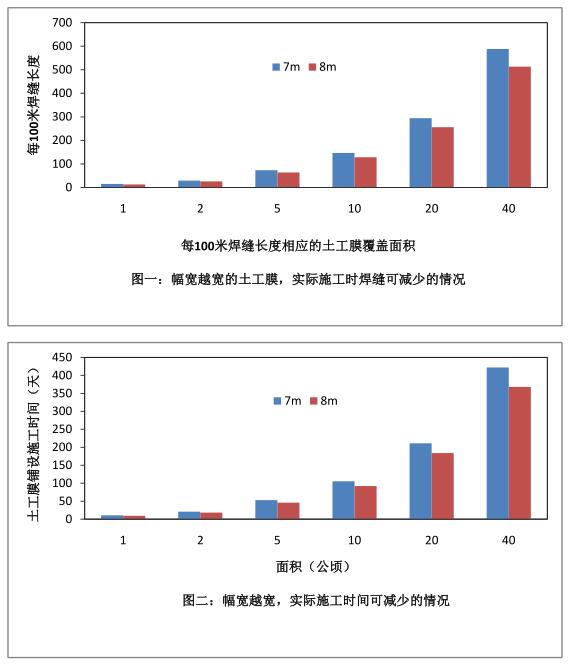
二、材料幅宽方面
从以往众多的施工经验来看,对于垃圾填埋场及类似的铺设面积较大的项目而言,一般建议选用幅宽较宽的HDPE土工膜材料。最主要的原因在于,土工膜的幅宽越宽,进行实际焊接施工时候所产生的焊缝就越少,而焊缝是土工膜发生渗漏的高发位置,焊缝越少,渗漏的可能性就越小,防渗效果越好。
另外,幅宽增加,焊缝减少的同时,也为工程项目带来两个其他有利条件。一个是可以减少焊接施工时候的搭接损耗:拿8米幅宽的土工膜与7米幅宽的土工膜相比较,理论上的损耗率可以降低14%,有利于工程项目成本的降低。另一点就是可以减少项目的施工周期,以及对应的人力成本。
三、材料原材料方面
土工膜的原理中,97%为树脂,所以树脂的好坏对于土工膜的好坏是决定性的。但是目前很多的厂家为了降低成本,普遍的使用一些劣质的原料,来以次充
好,导致很多的工程使用的土工膜质量都存在问题。
目前市场上主要的原料分为以下几种:
第一档:使用欧美大品牌的全新土工膜专用树脂作为原料。比如索玛使用的是全球前三的树脂生产商美国菲利普的树脂。
第二档:使用中东地区产树脂为原料的。美国GSE在中国的工厂即使用这种原料,还有部分国产厂家也使用这些树脂。这种树脂质量不太稳定,但是生产质量控制等生产工艺上能掌握好的话,基本能满足国内土工膜的标准。
第三档:使用国产的HDPE管道料为原料。这种HDPE原料非土工膜专用管道料,牌号也不一样,一般是用于制造其它HDPE制品用的,比如管道,所以这种料的性能指标和土工膜专用料相差很大,并不适用于土工膜。很多国产厂家为了便宜,会使用这种原料。
第四档:使用回料来制作。这是最劣质的原料,使用回料生产的土工膜,寿命极短,各种指标都很难满足工程的需求。
- 上一篇:土工膜焊接施工要求及缺陷检测及修补 2018/3/23
- 下一篇:土工布的作用 2016/10/15